پرداخت سطح پیشرفته قطعات پرینت سه بعدی
تعداد بازدید: 3288
تاریخ ایجاد: ۱۳۹۹/۰۴/۱۹
نویسنده: مهدی علیزاده
14 دقیقه
65%
مطالبی که در این آموزش فرا میگیرید :
- صیقلی کردن و پولیش
- بتونه کاری و رنگ کردن
- جلا دادن سطح قطعه با بخار حلال

پرداخت سطح قطعات پرینت سه بعدی (پیشرفته)
پولیش و صیقلی کردن قطعه پرینت سه بعدی
ابزارهای مورد نیاز :
- پولیش پلاستیک
- سنباده شماره ۲۰۰۰
- پارچه کتان
- مسواک
- پارچه میکروفایبر
فرآیند کاری: پس از تکمیل کار سنباده زنی ترموپلاستیک های تولید شده با پرینترهای سه بعدی FDM (قطعات با جنسABS و PLA) امکان دارد همچنان خط و خش هایی بر روی قطعه پرینت سه بعدی شده وجود داشته باشد، برای رفع این ناهمواری ها می توان یک لایه پولیش پلاستیکی بر روی سطح قطعه ایجاد نمود تا به سطحی کاملا صیقلی مانند آینه برسیم.
زمانی که سطح قطعه را تا سنباده ۲۰۰۰ به خوبی سنباده زنی نمودید، غبار اضافی را از قطعه پرینت سه بعدی با یک پارچه کتانی تمیز کنید و سپس قطعه پرینت سه بعدی را در آب گرم با یک مسواک شستشو دهید و بگذارید تا قطعه کاملا خشک شود. سپس با استفاده از ماده پولیش (پولیش پلاستیک) و یک پارچه میکروفایبر سطح را براق کنید. (در اینجا حتما توجه داشته باشید برخی از پولیش هایی که برای براق کردن چراغ ها و بدنه خودروها استفاده می شوند ممکن است حاوی مواد خورنده برای قطعه پرینت شده باشند)
زمانی که سطح قطعه را تا سنباده ۲۰۰۰ به خوبی سنباده زنی نمودید، غبار اضافی را از قطعه پرینت سه بعدی با یک پارچه کتانی تمیز کنید و سپس قطعه پرینت سه بعدی را در آب گرم با یک مسواک شستشو دهید و بگذارید تا قطعه کاملا خشک شود. سپس با استفاده از ماده پولیش (پولیش پلاستیک) و یک پارچه میکروفایبر سطح را براق کنید. (در اینجا حتما توجه داشته باشید برخی از پولیش هایی که برای براق کردن چراغ ها و بدنه خودروها استفاده می شوند ممکن است حاوی مواد خورنده برای قطعه پرینت شده باشند)
نقاط قوت
- در این روش قطعات پرینت سه بعدی شده را می توان بدون استفاده از حلال ها که براق نمود. (زیرا حلال ها می توانند تاحدی در قطعه تغییر شکل یا تغییر تلرانس ابعادی ایجاد کنند)
- اگر قطعات پرینت سه بعدی شده به خوبی سنباده کاری، شسته و پولیش شوند، سطحی آینه مانندی، با کیفیت قطعات تزریق پلاستیک برایمان به وجود خواهد آمد.
- مواد پولیش های پلاستیک ارزان قیمت و به صرفه هستند.
نقاط ضعف
- قطعه هایی که توسط اپوکسی و بتونه پوشش داده شده اند، پس از خشک شدن نیاز به رنگ آمیزی دارند تا تفاوت رنگشان در سطح قطعه قابل مشاهده نباشد.
- برای رسیدن به یک سطح کاملا یک دست و صیقلی، سنباده کاری بیشتری باید انجام شود.
- اگر در هنگام سنباده کاری مقدار زیادی ماده از قطعه برداشته شود، می تواند بر روی کیفیت قطعه تولید شده اثر منفی زیادی داشته باشد.
- در این روش قطعات پرینت سه بعدی شده را می توان بدون استفاده از حلال ها که براق نمود. (زیرا حلال ها می توانند تاحدی در قطعه تغییر شکل یا تغییر تلرانس ابعادی ایجاد کنند)
- اگر قطعات پرینت سه بعدی شده به خوبی سنباده کاری، شسته و پولیش شوند، سطحی آینه مانندی، با کیفیت قطعات تزریق پلاستیک برایمان به وجود خواهد آمد.
- مواد پولیش های پلاستیک ارزان قیمت و به صرفه هستند.
نقاط ضعف
- قطعه هایی که توسط اپوکسی و بتونه پوشش داده شده اند، پس از خشک شدن نیاز به رنگ آمیزی دارند تا تفاوت رنگشان در سطح قطعه قابل مشاهده نباشد.
- برای رسیدن به یک سطح کاملا یک دست و صیقلی، سنباده کاری بیشتری باید انجام شود.
- اگر در هنگام سنباده کاری مقدار زیادی ماده از قطعه برداشته شود، می تواند بر روی کیفیت قطعه تولید شده اثر منفی زیادی داشته باشد.
بتونه کاری و رنگ کردن قطعه پرینت سه بعدی

یک قطعه پرینت سه بعدی FDM از جنس PLA با رنگ طوسی ، که با اسپری مشکی رنگ شده است
ابزارهای مورد نیاز :
- پارچه کتان
- مسواک
- سنباده های ۱۵۰ - ۲۲۰ - ۴۰۰ - ۶۰۰
- اسپری پرایمر پلاستیک
- رنگ پوششی (Topcoat paint)
- قلممو یا پیستوله یا اسپری رنگ
- سوهان ناخن
- کاغذ پولیش
- نوارچسب رنگآمیزی یا چسب کاغذی (اگر بیش از یک رنگ را میخواهید بر روی قطعه استفاده کنید)
- ماسک و دستکش
فرآیند کاری: زمانی که قطعه پرینت سه بعدی به خوبی سنباده کاری شد (برای رنگ کردن، باید سنباده زنی قطعه تا شماره ۶۰۰ انجام شود و در نهایت شستشوی نهایی طبق روش گفته شده در بخش قبل با آب تمیز و مسواک انجام شود و با پارچه کتان به خوبی خشک شود) حال باید مراحل ایجاد پوشش توسط اسپری را شروع کنید.
قبل از شروع این کار، ابتدا باید قطعه پرینت سه بعدی شده را جوری در دست بگیرید که در هنگام اسپری کردن دستان شما رنگی نشوند. برای اینکار علاوه بر استفاده از دستکش پیشنهاد می شود قطعه پرینت شدهتان را که می خواهید رنگآمیزی کنید از قسمتی که رنگ کردن یا کیفیت سطح آن از اهمیت کمتری برخوردار است به کمک چسب کاغذی به یک چوب باریک متصل کنید تا حدی که برای دستان شما فاصله مناسبی تا ذرات اسپری شده ایجاد کند. (معمولا بخش های داخلی قطعه محل مناسبی برای این اتصال است)
قبل از شروع این کار، ابتدا باید قطعه پرینت سه بعدی شده را جوری در دست بگیرید که در هنگام اسپری کردن دستان شما رنگی نشوند. برای اینکار علاوه بر استفاده از دستکش پیشنهاد می شود قطعه پرینت شدهتان را که می خواهید رنگآمیزی کنید از قسمتی که رنگ کردن یا کیفیت سطح آن از اهمیت کمتری برخوردار است به کمک چسب کاغذی به یک چوب باریک متصل کنید تا حدی که برای دستان شما فاصله مناسبی تا ذرات اسپری شده ایجاد کند. (معمولا بخش های داخلی قطعه محل مناسبی برای این اتصال است)

بتونه کاری و رنگ کردن قطعه پرینت سه بعدی
حال می توانید قطعه پرینت سه بعدی شده را با اسپری پرایمر پوشش دهید. توصیه می شود برای پوشش دهی بهتر دو لایه پرایمر بر روی قطعه ایجاد نمایید. سعی کنید لایههای پرایمر تا حدی نازک باشند که در جزئیات قطعه، پیش از رنگ آمیزی تغییر یا آسیبی بوجود نیاید. اسپری پرایمر را در فاصله ۱۵-۲۰ سانتی متری از قطعه پرینت سه بعدی نگه داشته و به صورت منظم و با سرعت از روی سطوح عبور دهید تا از قطره ای شدن رنگ پرایمر روی قطعه جلوگیری شود. بعد از خشک شدن پرایمر، هر گونه نقصی را که پس از پوشش دهی با اسپری بر روی قطعه باقیمانده با سنباده ۶۰۰ برطرف نمایید و سپس لایه ی دوم پرایمر را بر روی قطعه اسپری کنید و دقت داشته باشید که قطره ای بر روی سطح قطعه ایجاد نکند.

بتونه کاری و رنگ کردن قطعه پرینت سه بعدی
زمانی که قطعه کاملا خشک شد می توانید عملیات رنگ کردن قطعات را آغاز کنید. رنگ آمیزی می تواند با قلم مو انجام شود، ولی اگر از پیستوله یا اسپری استفاده کنید کیفیت سطح بهتری برایتان حاصل خواهد شد.
قطعه را با اسپری کردن لایه های بسیار نازک رنگ پوشش دهید، پس از این که قطعه مقدار کمی رنگ گرفت (معمولا پس از ۲-۴ لایه رنگ) بگذارید تا برای ۳۰ دقیقه خشک شود، سپس با سوهان ناخن قطعه را پولیش کرده تا اضافات سطح اصلاح شود و دوباره یک لایه دیگر رنگ بزنید و این کار را تا رسیدن به سطح مطلوب ادامه دهید.
قطعه را با اسپری کردن لایه های بسیار نازک رنگ پوشش دهید، پس از این که قطعه مقدار کمی رنگ گرفت (معمولا پس از ۲-۴ لایه رنگ) بگذارید تا برای ۳۰ دقیقه خشک شود، سپس با سوهان ناخن قطعه را پولیش کرده تا اضافات سطح اصلاح شود و دوباره یک لایه دیگر رنگ بزنید و این کار را تا رسیدن به سطح مطلوب ادامه دهید.

بتونه کاری و رنگ کردن قطعه پرینت سه بعدی
اگر می خواهید مدل شما چند رنگ باشد، می توانید بخشهایی از قطعه را با نوارچسب های پوششی بپوشانید و پس از آن که هر قسمت به رنگ دلخواه رسید جای دیگری را بپوشانید و باقی مدل را رنگ کنید. زمانی که فرآیند رنگآمیزی تمام شد می توانید با کاغذهای پولیش قطعه خود را پولیش کنید به این ترتیب می توانید به سطحی براق برسید. (البته در اکثر اوقات اگر مراحل قبلی را به خوبی انجام داده باشیم، پس از رنگآمیزی، کیفیت سطح بسیار خوب و کاملا براقی برایمان حاصل خواهد شد)

بتونه کاری و رنگ کردن قطعه پرینت سه بعدی
همچنین پس از پولیش می توانید ۱ یا ۲ لایه رنگ جلا بر روی قطعه اعمال کنید، دقت داشته باشید که رنگ جلا باید متناسب با نوع رنگ استفاده شده انتخاب شود تا با آن سازگار باشد.
پیشنهاد حرفه ای: به جای تکان دادن اسپری که می تواند منجر به ایجاد شدن حباب های هوا در رنگ شود، آن را ۲ تا ۳ دقیقه در حرکات دایره ای هم بزنید.
پیشنهاد حرفه ای: به جای تکان دادن اسپری که می تواند منجر به ایجاد شدن حباب های هوا در رنگ شود، آن را ۲ تا ۳ دقیقه در حرکات دایره ای هم بزنید.
نقاط قوت
- اگر با دقت خوبی انجام شود میتوان به خروجی بسیار با کیفیتی رسید.
- تنوع بیشتری در انتخاب رنگ و شکل ظاهری قطعه را برای شما ایجاد میکند.
نقاط ضعف
- رنگ و پرایمر به قطعه پرینت سه بعدی شده ماده اضافه میکنند که میتواند باعث تغییر تولرانسها در قطعه شود، به خصوص اگر قطعه جزئی از یک قطعه بزرگتر باشد و نیازمندمتصل شدن به قطعات دیگر است، در این صورت ممکن است رنگ آمیزی برای شما دردسر ایجاد کند.
- ممکن است بدست آوردن اسپری رنگ با کیفیت یا پیدا کردن پیستوله رنگ مناسب کمی دشوار یا هزینهبر باشد.
- اگر با دقت خوبی انجام شود میتوان به خروجی بسیار با کیفیتی رسید.
- تنوع بیشتری در انتخاب رنگ و شکل ظاهری قطعه را برای شما ایجاد میکند.
نقاط ضعف
- رنگ و پرایمر به قطعه پرینت سه بعدی شده ماده اضافه میکنند که میتواند باعث تغییر تولرانسها در قطعه شود، به خصوص اگر قطعه جزئی از یک قطعه بزرگتر باشد و نیازمندمتصل شدن به قطعات دیگر است، در این صورت ممکن است رنگ آمیزی برای شما دردسر ایجاد کند.
- ممکن است بدست آوردن اسپری رنگ با کیفیت یا پیدا کردن پیستوله رنگ مناسب کمی دشوار یا هزینهبر باشد.
جلا دادن سطح قطعه با بخار حلال
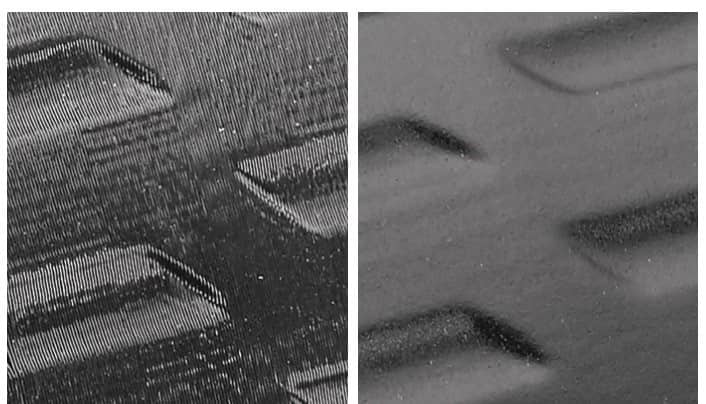
یک قطعه پرینت سه بعدی FDM را مشاهده میکنید که با قرار دادن در معرض بخار حلال، سطح آن براق شده است.
ابزارهای مورد نیاز:
- - پارچه کتان
- - ظرف درب دار (جنس درب مقاوم در برابر حلال)
- - حلال (استون برای ABS و کلروفرم برای PLA)
- - دستمال کاغذی یا پارچهای
- - ماسک و دستکش
فرآیند کاری: ابتدا دستمال ها را در کف ظرف و دیوارههای طرف پهن کنید. نکتهی مهم این است که ظرف به گونه ای باشد که امکان فرار حلال از داخل ظرف وجود نداشته باشد (برای این کار میتوانیم در پایین جایی که ظرف بخار قرار میگیرد، کمی آب بریزم تا از فرار آزادانه حلال تا حدی جلوگیری شود). برای این کار ما استفاده از ظرفهای شیشهای یا فلزی را توصیه میکنیم و دقت کنید ظرف به اندازهای باشد که مدل به راحتی در آن جای گیرد.

جلا دادن سطح قطعه با بخار حلال
به اندازه کافی از مایع حلال به داخل ظریف بریزید تا حدی که دستمالها خیس شوند (حواستان باشد که فقط خیس شوند، نه اینکه آنها را در حلال شناور کنید!) این کار همچنین به چسبیدن دستمالها به دیوارههای ظرف کمک میکند.

جلا دادن سطح قطعه با بخار حلال
پس از ریختن حلال بر روی دستمالهای پوشیده شده بر روی سطح، ظرف را بچرخانید تا حلال بر روی تمام قسمتهای دستمال پخش شود.
برای قطعه های پرینت سه بعدی از جنس ABS میتوانید از استون یا THFبه عنوان حلال استفاده کنید و برای پرینتهای از جنس PLA نیز میتوانید از کلروفرم و THF استفاده نمایید.
برای قطعه های پرینت سه بعدی از جنس ABS میتوانید از استون یا THFبه عنوان حلال استفاده کنید و برای پرینتهای از جنس PLA نیز میتوانید از کلروفرم و THF استفاده نمایید.
توجه : لازم است در استفاده از هر حلالی به نکات ایمنی کار با آن توجه داشته باشید و حتما این عمل را در محوطه دارای تهویه مناسب انجام دهید.
پیش از قراردادن قطعه ابتدا یک لایه فویل آلومینیومی یا سایر مواد مقاوم در برابر حلال را در کف ظرف قرار دهید تا قطعه پرینت سه بعدی را روی آن بگذارید و درب ظرف را ببندید. (همچنین میتوانید از یک پایه چوبی استفاده کنید)

جلا دادن سطح قطعه با بخار حلال
در تصویر بالا مشاهده میکنید که ابتدا درون ظرف زیرین کمی آب ریخته شده و پایه چوبی را برای نگهداری قطعه پرینت سه بعدی درون آن قرار دادهایم. سپس به آرامی و با دقت ظرف را طوری که دستمالهای آغشته به حلال با قطعه برخورد نکنند بر روی آن قرار میدهیم.

جلا دادن سطح قطعه با بخار حلال
ممکن است در هنگامی که ظرف بر روی قطعه قرار دارد، حبابهایی را مشاهده کنید که از کنار ظرف زیرین که دارای آب است خارج میشود. این نشانهی خطرناکی نیست و تنها خروج بخارات اضافه از درون را ظرف نشان میدهد.
پس از گذشت ۴۵ دقیقه ظرف حاوی دستمال را از روی قطعه پرینت سه بعدی برداشته و اجازه دهید خشک شود.
توجه داشته باشید که برای برداشتن یا جابجا کردن قطعه آن را با دست نگیرید، زیرا هنوز سطح قطعه آغشته به حلال است و استحکام و پایداری چندانی ندارد و ممکن است جای دست شما روی قطعه باقی بماند. پس حتما بعد از خارج کردن قطعه از ظرف اجازه دهید تا حلال موجود بر سطح آن کاملا تبخیر گردد تا سطح آن به خوبی خشک و پایدار شود.
پس از گذشت ۴۵ دقیقه ظرف حاوی دستمال را از روی قطعه پرینت سه بعدی برداشته و اجازه دهید خشک شود.
توجه داشته باشید که برای برداشتن یا جابجا کردن قطعه آن را با دست نگیرید، زیرا هنوز سطح قطعه آغشته به حلال است و استحکام و پایداری چندانی ندارد و ممکن است جای دست شما روی قطعه باقی بماند. پس حتما بعد از خارج کردن قطعه از ظرف اجازه دهید تا حلال موجود بر سطح آن کاملا تبخیر گردد تا سطح آن به خوبی خشک و پایدار شود.

جلا دادن سطح قطعه با بخار حلال
نقاط قوت
- به سادگی خطوط بر روی سطوح و خطوط لایهگذاریها را صاف میکند و سطح نسبتا براق و صافی را برای شما فراهم میکند.
- سطح خارجی پرینت را به خوبی صیقلی میکند.
- این روش ساده، کم هزینه و در عین حال موثر است.
نقاط ضعف
- با این روش نمیتوان شیارها و سوراخهای ایجاد شده بر روی قطعه پرینت سه بعدی را اصلاح نمود.
- از آنجا که در فرآیند پرداخت قطعات پرینت سه بعدی با این روش، سطح خارجی قطعه در بخارات حلال حل میگردد، در نتیجه امکان دارد که تلرانس قطعات باریک به شدت تحت تاثیر قرار گیرند.
- میتواند استحکام قطعات پرینت سه بعدی را به دلیل تغییر در خواص ماده اولیه کاهش دهد.
- به سادگی خطوط بر روی سطوح و خطوط لایهگذاریها را صاف میکند و سطح نسبتا براق و صافی را برای شما فراهم میکند.
- سطح خارجی پرینت را به خوبی صیقلی میکند.
- این روش ساده، کم هزینه و در عین حال موثر است.
نقاط ضعف
- با این روش نمیتوان شیارها و سوراخهای ایجاد شده بر روی قطعه پرینت سه بعدی را اصلاح نمود.
- از آنجا که در فرآیند پرداخت قطعات پرینت سه بعدی با این روش، سطح خارجی قطعه در بخارات حلال حل میگردد، در نتیجه امکان دارد که تلرانس قطعات باریک به شدت تحت تاثیر قرار گیرند.
- میتواند استحکام قطعات پرینت سه بعدی را به دلیل تغییر در خواص ماده اولیه کاهش دهد.
لینک های مفید
لینک داخلی:
پرداخت سطح مقدماتی قطعات پرینت سه بعدی
لینک داخلی:
پرداخت سطح حرفه ای قطعات پرینت سه بعدی