تولید شیلد محافظ با پرینتر سه بعدی
پرینت سه بعدی شیلد محافظ صورت برای کمک به کادر درمان کشور در مقابله با کرونا
در پاسخ به کمبود شیلدهای محافظ در بحران همه گیر کرونا، پروسا به عنوان یکی از مطرح ترین شرکت های
سازنده پرینت سه بعدی اقدام به طراحی یک شیلد محافظ کرده است و فایل
های آن را بصورت رایگان در اختیار همگان قرار داده است. پروسا تا بحال 65000 شیلد در میان مراکز بهداشتی
و درمانی جمهوری چک توزیع کرده است، به گفته ی روابط عمومی این شرکت در 20 مارچ 2020، تقاضای تولید
80000 شیلد دیگر نیز وجود دارد. تولید این شیلد ها محدود به یک کشور نیست و تا بحال در 25 کشور از
جمله ایران تولید شده است و اخبار آن در رسانه هایی معروفی از جمله Bloomberg
، Forbes، CNET، TechRadar تحت پوشش قرار گرفته است.
نقش صنعت بازار در این کمپین، سازماندهی تولید استاندارد این شیلد ها در ایران است. بنابرین از شما
سازندگان عزیز خواهشمندیم قبل از اقدام به تولید موارد زیر را با دقت بخوانید. پس از ثبت نام در کمپین
تیم صنعت بازار با شما در ارتباط خواهد بود تا راهنمایی های لازم در صورت نیاز انجام شود. ضمنا در صورت
تایید اطلاعات شما، صنعت بازار شما را در نقشه پراکندگی سازندگان عضو
پویش جهت دسترسی هر چه راحت تر و سریع تر افرادی که به شیلدها نیاز دارند، معرفی خواهد کرد.

دانلود فایل ها:
محافظ شیلد پروسا (نسخه اول - V1) – بروز شده در 25/1/99
(تست شده در صنعت بازار)
توضیحات و نکات مهم در ساخت شیلد *
این شیلد به گفته ی طراح و تولید کننده، حاصل ده ها بار نمونه سازی و تست است و مورد تایید وزارت بهداشت جمهوری چک قرار گرفته است. همچنین نمونه ای مشابه از این شیلد توسط صنعت بازار تولید شده است که اخیرا مورد تایید بخش نظارت بر تولید اداره کل تجهیزات پزشکی ایران قرار گرفته است.
پرینت سه بعدی فریم شیلد محافظ صورت
برای پرینت فریم توصیه می شود از فیلامنت پت جی (PETG) بخاطر خواص بهداشتی و انعطاف پذیری بالا استفاده شود. در صورت ناموجود بودن این فیلامنت میتوانید از فیلامنت PLA نیز استفاده کنید( در صورت استفاده از PLA با توجه به انعطاف کمتر نسبت به PETG پرینت قطعه ی پایین شیلد (چانه) لازم نیست). با توجه به اینکه سطح داخلی فریم با پیشانی تماس دارد حتما از صاف بودن آن اطمینان پیدا کنید. توصیه ما این است از یک فوم ابری به ضخامت 10 میلی متر برای راحتی بیشتر قسمت پیشانی بند استفاده کنید. این فوم ر می توانید با استفاده از قالب های دایکات و یا با کمک لیزر کات برش دهید.
فریم شیلد بگونه ای طراحی شده است که امکان پرینت فریم آن با قرار گیری روی هم (جهت افزایش تعداد در یک مرحله پرینت سه بعدی) وجود دارد.


طلق شیلد محافظ صورت
یکی از مهم ترین مسائل در ساخت شیلدهای محافظ توجه به جنس طلق محافظ آن است.با توجه به گسترش بازار، شیلد های بسیار متنوعی با قیمت های مختلف (و بعضا پایین) عرضه می شود اما به جنس آن زیاد توجه نشده است و پس چند بار استفاده بخاطر کیفیت پایین و نامرغوب بودن طلق، شیلد بلا استفاده شده و مستلزم هزینه مجدد است. بهترین کیفیت طلق به توصیه ما پلی کربنات 0.5 میلی متر است. اگرچه استفاده از این طلق، بهای تمام شده شیلد را به نسبت شیلدهای موجود در بازار افزایش می دهد اما بخاطر مشخصات این نوع طلق (شفافیت بسیار بالا، انعطاف پذیری بالا، استحکام خمشی و کششی بسیار بالا، ضد خش بودن، مقاومت در برابر مواد شیمیایی، مقاومت در برابر گرما و ...) ارزش آن را دارد. با این حال با توجه به گران قیمت بودن پلی کربنات و عدم توانایی خرید برخی مصرف کنندگان طلق پت 400 میکرون (یا 300 میکرون) نیز گزینه مناسبی است. این نوع طلق شفافیت نسبتا خوب و در برابر مواد شیمایی مقاوم است ولی نباید از آن انتظار استحکام بالا و ضد خش بودن را داشت.
سعی کنید از طلق های دیگر با ضخامت کمتر استفاده نکنید چرا که میزان انعطاف بیشتر باعث تغییرات در شکست نور و اذیت چشم می شود. همچنین استفاده از طلق با ضخامت بیشتر نیز باعث سنگینی شیلد شده و در استفاده طولانی مدت گردن را خسته می کند.
نکته مهم دیگر در استفاده از طلق ها، نحوه ی برش آن است. طلق های پلی کربنات به راحتی برش لیزر می خورند و امکان تولید بیش از 1000 عدد در روز وجود دارد. طلق های پت (که در قالب رل و بصورت کیلویی عرضه می شوند) نیز امکان برش با دستگاه برش لیزر را دارند اما بخاطر انعطاف بسیار بالا کمی کار سخت می شود به همین دلیل بهتر است که با قالب تولید شوند.
توضیحات بیشتر در مورد برش طلق محافظ
بطور کلی دو راه اصلی برای برش و یا به عبارتی تولید شیلد محافظ وجود دارد. روش اول تهیه شیت (یا رول) و برش دادن با دستگاه لیزر و روش دوم تولید آن با قالب است. در روش اول با توجه به اینکه طلق در تعداد پایین امکان برش دارد، امکان نمونه سازی و تغییر فایل متناسب با تغییرات انجام شده در فریم وجود دارد اما در حالت دوم بهای اولیه زیاد است چرا که قالب برای تیراژ تولید (حداقل 5000 عدد) بالاست.
برش لیزر طلق پلی کربناتکش شیلد محافظ
می توانید از انواع کش های مختلف برای شیلد محافظ ساخته شده استفاده کنید. بهترین کش که کار را ساده می کند کش های جا دکمه دار با عرض 15 تا 20 میلی متر است. سوراخ های موجود روی کش امکان تنظیم طول را به فردی که از شیلد استفاده می کند را می دهد.

لیسانس ها و حق فروش شیلد محافظ
با تا توجه به ماهیت کمپین (کمک به شرایط موجود در کشور) و لیسانس غیر انتفاعی این شیلد خواهشمندیم از فروش این شیلد با مبالغ زیاد خودداری کنید. تخمین صنعت بازار از قیمت فروش این شیلد در جدول زیر آمده است:
|
مدل شیلد محافظ صورت |
جنس طلق |
بازه قیمت فروش |
|
شیلد محافظ پروسا v1 |
پلی کربنات 0.5 میلی متر |
40 تا 50 هزارتومان |
|
شیلد محافظ پروسا v1 |
پت 400 میکرون |
25تا 35 هزارتومان |
لطفا با رعایت بازه قیمتی فوق در عرضه شیلدها سبب رضایت هموطنان عزیزمان و کمک به آن ها در پشت سر گذاشتن این بحران سخت شویم.
عضویت در پرسش و پاسخ صنعت بازار
در بخش پرسش و پاسخ صنعت بازار پستی با نام " ساخت شیلدهای محافظ صورت" ساخته شده است که با عضویت در انجمن می توانید سوالات و تجربیات و نظرات خود را با دیگر سازندگان به اشتراک بگذارید.
سلب مسئولیت از صنعت بازار
هدف صنعت بازار از ارائه این محتوا کمک به وضعیت بحران کرونا در کشور عزیزمان ایران است. محتوای ارائه شده با توجه تست های انجام شده در این شرکت و برگرفته از متن اصلی (منبع: وبسایت پروسا) می باشد. صنعت بازار هیچگونه مسئولیتی را در صورت عرضه ی این شیلد توسط سازندگان دیگر نپذیرفته و وجود هر گونه خطا، بی توجهی سازنده به نکات مرتبط با ساخت شیلد محافظ، بی توجهی به نکات بهداشتی و ... بر عهده ی خود ایشان است و تمامی مسئولیت ها از صنعت بازار ساقط است.
از سازندگان عزیز خواهشمندیم در صورت ارتقا طراحی فایل ها ، انتخاب مواد جایگزین در ساخت شیلد ها، و یا هر گونه تغییر دیگر در فرایند ساخت قبل از عرضه به بازار از استاندارد بودن آن مطمئن شوند و به تایید مراجع ذی صلاح برسانند.
توجه: استفاده از محتوای صفحات کمپین تنها با ذکر منبع و دادن لینک فعال مجاز است.
نحوه ی مونتاژ شیلد محافظ صورت
مرحله اول: نکات قبل و بعد از پرینت
توصیه می شود شیلد به تعداد دفعات زیاد مصرف نشود و در صورت استفاده مکرر حتما ضد عفونی شود (تاثیر و کارایی ضد عفونی برای مصرف دوباره در حال بررسی است)
در صورتی که آشنایی کافی با پرینت سه بعدی ندارید ابتدا مطالعات لازم را در اینجا انجام دهید.
قبل از پرینت:- از اینکه تنظیمات پرینتر و فایل G-Code خود را بر اساس توضیحات بالای صفحه تنظیم کرده اید، مطمئن شوید.
- برای چسبانیدن بهتر فیلامنت به صفحه بد پرینتر سه بعدی می توانید از چسب ماتیکی استفاده کنید.
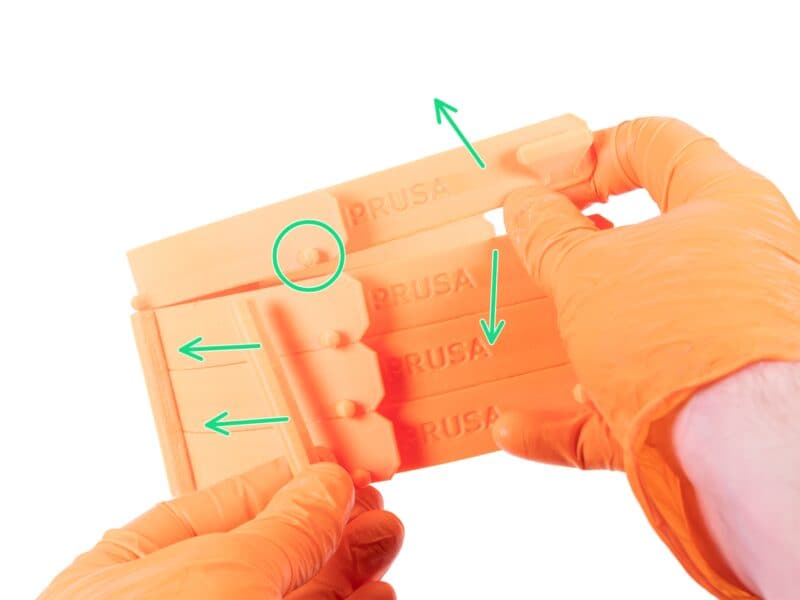
- در صورتی که شیلدها را بصورت چند طبقه پرینت می کنید از فعال بودن گزینه ساپورت در نرم افزار پرینت سه بعدی مطمئن شوید
- بعد از اینکه فایل پرینت شد با دقت، تمامی زائده ها را از سطح آن جدا کنید (در صورت نیاز می توانید از یک کاردک کوچک برای این کار استفاده کنید) و در صورتی که از فایل چند طبقه استفاده کرده اید ساپورت آن را به آرامی جدا کنید.
- در صورتی که فایل پرینت شده شما کیفیت مناسبی ندارد حتما به بخش پرسش و پاسخ سایت مراجعه کنید تا اعضای انجمن و فعالان حوزه پرینت سه بعدی به سوال شما پاسخ دهند و مشکل را برطرف کنند.
- ملزومات مونتاژ شیلد را آماده داشته باشید (طلق محافظ برش خورده، کش حداقل به طول 30 سانتی متر، دستکش لاتکس، اسپری ضد عفونی کننده، قیچی، خطکش، کاردک کوچک و ...)
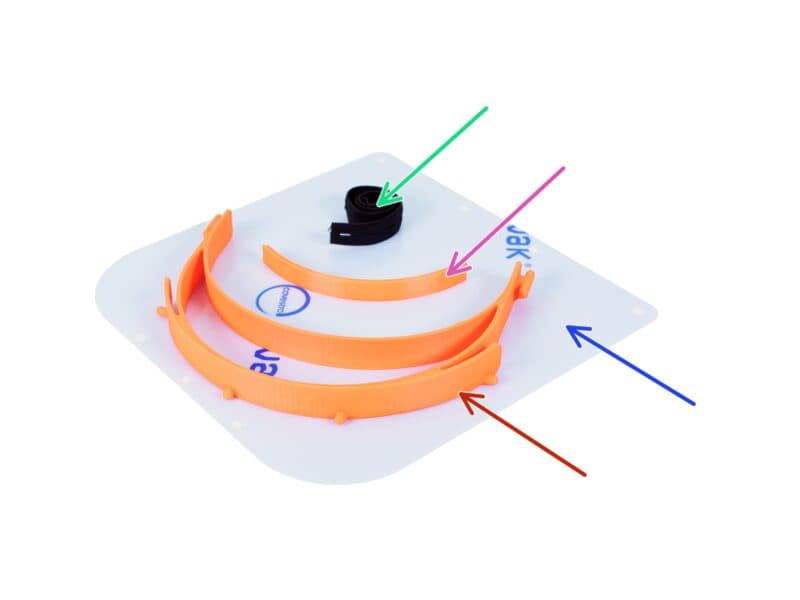


مرحله دوم: آماده سازی اجزای شیلد محافظ
- ابتدا یک سطح مناسب را برای قرار دادن وسایل و ملزومات انتخاب کنید. سطح را به همراه وسایل ضد عفونی کنید و با یک دستمال تمیز خشک کنید.
- دستکش لاتکس را بپوشید
- در صورتی که از ورق های پلی کربنات استفاده می کنید ابتدا برچسب محافظ دو سمت آن را جدا کنید (اگر قصد فروش شیلد را دارید می توانید جدا کردن برچسب را به عهده فرد استفاده کننده بگذارید تا قبل از استفاده تمیز بماند).
- در صورتی که طلق پت استفاده می کنید (با توجه به اینکه ورق های پت تولیدی در ایران غالبا برچسب محافظ ندارند) حتما قبل از استفاده بمدت 5 دقیقه با مواد ضد عفونی کننده و دستمال تمیز کنید.
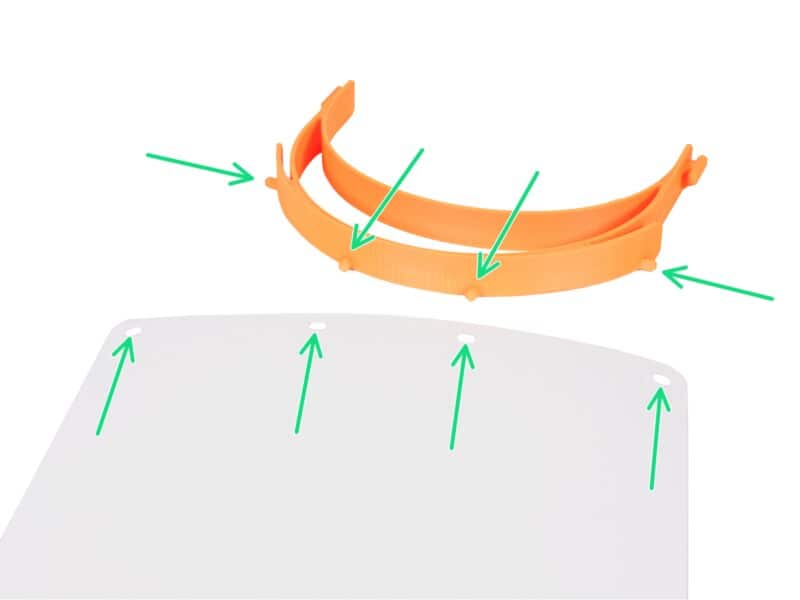
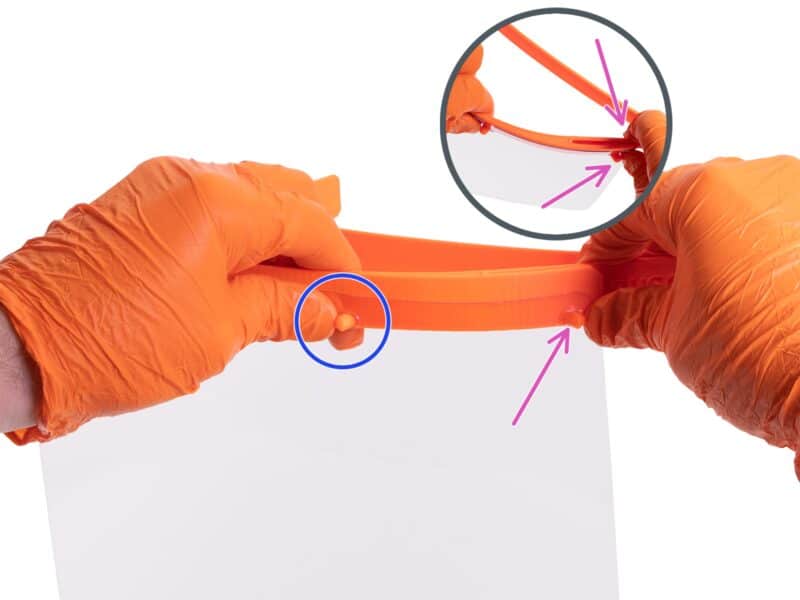
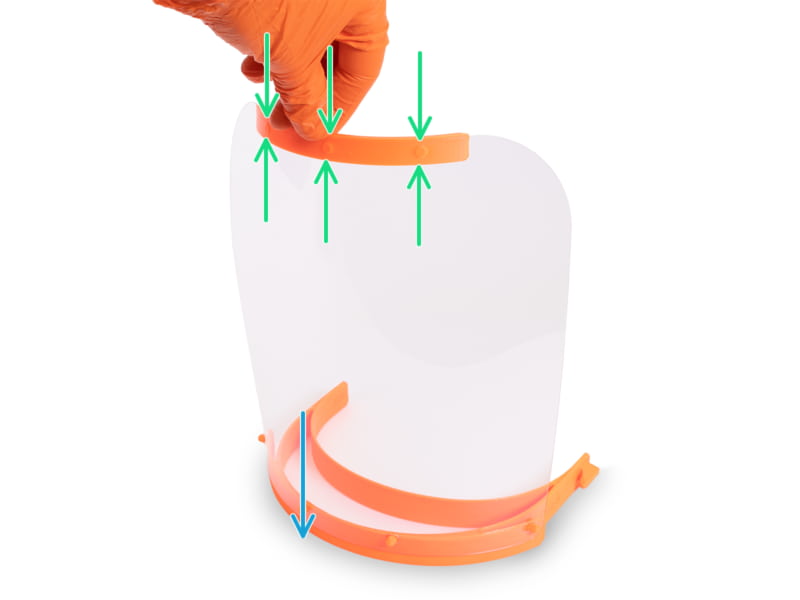
مرحله سوم: مونتاژ طلق روی فریم (هدبند)
- طلق محافظ را مطابق شکل رو بروی خود قرار دهید و دو سوراخ وسط را در دو پین وسط فریم قرار دهید. توجه داشته باشید که پین ها هنگام مونتاژ در پایین قرار داشته باشند.
- پس از قرارگیری دو سوراخ وسط روی فریم، انگشت شست خود را مطابق شکل وسط فریم قرار داده و از انگشت شست دیگر خود برای جا انداختن طلق در پین سمت راست استفاده کنید.
- سوراخ سمت دیگر طلق را بصورت مشابه در پین جا بیاندازید.
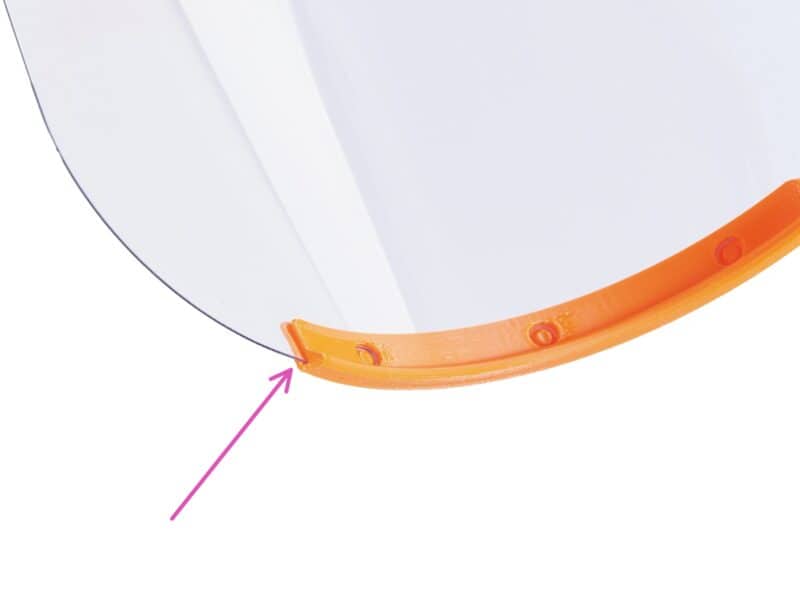

مرحله چهارم: مونتاژ قطعه چانه روی طلق محافظ
- در صورتی که از فیلامنت PETG برای پرینت فریم استفاده کرده اید و (یا جنس طلق محافظ پت است) برای ایجاد قوس بهتر در طلق محافظ می توانید قطعه چانه را مشابه شکل، با قرار دادن فریم بصورت وارونه روی یک سطح محکم (که از قبل ضد عفونی شده است) قطعه را با فشار ملایم جا بیاندازید.
راهنمای استرلیزاسیون شیلد محافظ صورت
هشدار: مطالب زیر را با دقت بخوانید و مطابق آن اقدام کنید.
قبل از هر کاری بهتر است نسبت به رعایت نکات بهداشتی به منظور حفظ سلامتی خود و فردی که از شیلد ساخته شده توسط شما استفاده می کند حساس باشید. به همین منظور حتما در زمان آماده سازی و مونتاژ شیلدها از ماسک، دستکش لاتکس و یک شیلد محافظ دیگر استفاده کنید. در صورتی که به هر دلیل در زمان مونتاژ شیلدها سرفه کردید و قطرات خارج شده از بینی یا دهان شما روی اجزای شیلد ریخت، آن را به سطل زباله عفونی (یا سطلی جدا از سطل زباله عمومی) بیاندازید و از رده خارج کنید.
برای شروع ابتدا سطح میزی که قرار است روی آن کار کنید را کاملا تمیز و ضد عفونی کنید.
توجه داشته باشید که هیچوقت چند شیلد را همزمان با هم ضد عفونی نکنید چرا که ممکن است هر کدام به درستی ضد عفونی نشوند. برای ضد عفونی ابتدا شیلد را دمونتاژ کنید:
- کش را جدا کنید
- قطعه چانه را جدا کنید (در صورتی که طلق محافظ از جنس پت است)
- فریم را از طلق محافظ به آرامی جدا کنید
برای اطلاع بیشتر از اجزای شیلد محافظ می توانید به بخش نحوه ی مونتاژ شیلد محافظ صورت مراجعه کنید.
تمیز کردن شیلد محافظ
برای اطمینان کامل از ضدعفونی شدن شیلد بهتر است آن را در یک مایع ضد عفونی کننده قرار دهید (یا به عبارتی غرق شود). در این حالت 100 درصد سطوح با مواد ضد عفونی کننده تماس خواهد داشت. با این حال می توانید از اسپری ضد عفونی کننده هم استفاده کنید ولی در این حالت توصیه می شود چندین بار عملیات ضد عفونی را تکرار کنید.
روش های ضد عفونی مختلفی در جدول زیر آمده است که می توانید یکی از آن ها را انتخاب کنید. در اغلب روش ها مواد ضد عفونی کننده بخار می شوند. در صورتی که پس از ضد عفونی قسمتی از سطح خیس باقی مانده است از یک دستمال تمیز برای خشک کردن آن استفاده کنید. فراموش نکنید که دستمال را از یک جهت روی سطح بکشید.
معرفی روش های ضد عفونی شیلد
روش های معرفی شده در زیر مطمئن ترین روش های ضد عفونی هستند که به تایید افراد متخصص رسیده اند و در برابر انواع ویروس ها و باکتری ها موثرند. مراکز درمانی و بیمارستان ها نیز می توانند از انواع روش های دیگر استاندارد برای ضد عفونی و استفاده مجدد از شیلد ها استفاده کنند. اگرچه بهتر است قبل از ضد عفونی تعداد زیادی از شیلد ها،فرایند استرلیزاسیون روی یکی از شیلد ها جهت اطمینان از دفورم نشدن آن تست شود.
تست های جدول زیر توسط آزمایشگاه ها، مراکز تحقیقاتی و بیمارستان های جمهوری چک انجام شده است و اطلاعات جزئی تر آن نیز قابل دسترسی است.
تست ها بر روی شیلد محافظ پروسا ساخته شده با فیلامنت پت انجام شده اند. که در بخش دانلود فایل ها و راهنمای ساخت شیلد محافظ صورت در مورد آن توضیح داده شده است. با توجه به اینکه شیلد های مختلف از مواد مختلف با خواص متفاوت ساخته می شوند نمی توان تضمین کرد روش های زیر برای هر نوع شیلدی جوابگو است.
|
روش های توصیه شده جهت ضد عفونی شیلد محافظ پروسا |
|||
|
روش |
شرایط |
موثر در برابر |
وضعیت تایید |
|
خشک کن برقی (سشوار) |
65 درجه سانتی گراد، 60 دقیقه |
ویروس، باکتری |
تایید شده توسط SYNLAB |
|
ضد عفونی دستی (سازمان بهداشت جهانی WHO) |
ایزوپروپانول 75 درصد، 5 دقیقه |
ویروس، باکتری |
تایید شده توسط UCT |
|
ایزوپروپانول (IPA) |
96 درصد، 5 دقیقه |
ویروس، باکتری |
تایید شده توسط UCT |
|
ایزوپروپانول (IPA) |
75 درصد 5 دقیقه |
ویروس، باکتری |
تایید شده توسط Labtech |
|
سدیم هیپوکلریت (سفید کننده خانگی) |
حداقل حاوی 0.01% هیپوکلریت (نسبت 1 به 10) بیشتر از 2 دقیقه |
ویروس، باکتری |
|
|
UV-C |
تشعشع 30 وات با طول موج کمتر از 80 نانومتر. 15 دقیقه |
ویروس، باکتری |
تایید شده توسط SYNLAB |
|
اتانول |
ماکزیمم 70 تا 80 درصد**. 5 دقیقه |
ویروس، باکتری |
|
|
بخار ایزوپروپانول (70 درصد IPA و 30 درصد آب) |
45 تا 65 درجه سانتی گراد،30 تا 90 دقیقه |
ویروس، باکتری |
در حال بررسی |
|
PVP-I |
4 درصد. 5 دقیقه |
ویروس، باکتری |
در حال بررسی |
|
هیدروژن پروکسید |
25 درصد. 5 دقیقه |
ویروس، باکتری |
تایید شده توسط ZUUSTI |
|
آب صابون |
5 دقیقه شستشو |
ویروس، باکتری |
در حال بررسی |
|
ازن |
اکسیداسیون قوی بسته به اتاقک دستگاه. |
ویروس، باکتری |
در حال بررسی |
|
تشعشع گاما |
تشعشع یونی قوی بسته به اتاقک دستگاه |
ویروس، باکتری |
در حال بررسی |
** درصد های بالاتر اتانول اثرگذاری آن را کاهش می دهد.
روش هایی که توصیه نمی شوند
روش های زیر طبق تست های انجام شده بخاطر تغییر ساختاری در مواد استفاده شده در شیلد و دفورمه شدن آن برای ضد عفونی مناسب نیستند.
|
روش هایی که برای ضد عفونی توصیه نمی شوند |
||
|
روش |
شرایط |
نتیجه تست |
|
اتوکلاو (با حرارت بالا) |
دمای بالای 120 درجه سانتی گراد و فشار 200 کیلو پاسکال |
عدم مقاومت PETG و دفورمه شدن شیلد |
|
اتوکلاو (با حرارت پایین) |
60 درجه سانتی گراد، 60 دقیقه |
دفورمه شدن شیلد (SYNLAB) |
|
اتیلن اکسید |
بخار اتیلن اکسید، دمای بالا |
مدت زمان بسیاری جهت ضد عفونی لازم است(چندین ساعت) |
|
استریلیزاسیون با بخار |
80 درجه سانتی گراد، 60 دقیقه |
|
|
اتانول |
81 تا 100 درصد |
بشدت اثر ضد عفونی کاهش می یابد |
|
هیدروژن پر اکسید گاز پلاسما |
58 درصد با ماکزیمم دمای 55 درجه سانتی گراد |
برای مواد متخلخل توصیه نمی شود |